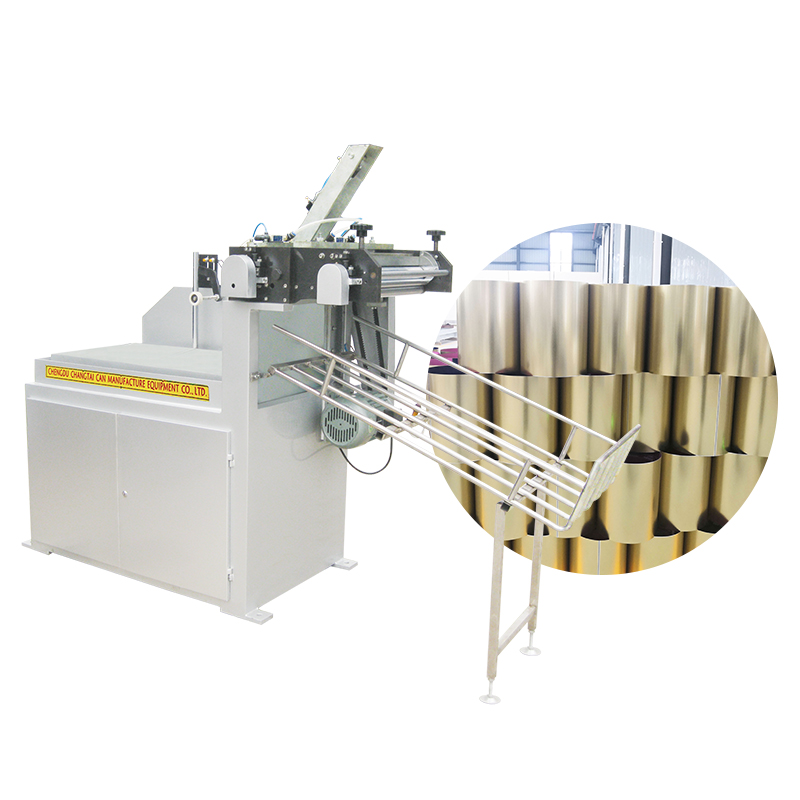
금속 캔(원형, 사각형) 제조용 내외부 코팅 기계

금속 캔(원형, 사각형) 제조용 내외부 코팅 기계
식품 코팅 또는 산업용 캔 제조 공정에 관한 관련 영상입니다.
이 기계에 대한 설명
1. 용접기와 연결된 캔틸레버식 상향 흡입 벨트 이송 설계는 분말 분사 작업에 편리하며, 전방의 압축 공기가 용접 부위를 냉각하여 용접 부위 온도가 너무 높을 때 분말 응집이나 접착제 발포를 방지합니다.
2. 수입 벨트를 사용하여 이송하며, 용접된 캔 본체가 컨베이어 벨트 아래로 흡입되므로 캔 종류 변경 시 이송 높이를 조정할 필요가 없고 이송이 안정적입니다.
3. 도포 후 접착제가 고르지 않게 도포되는 것을 방지하기 위해 코팅 휠 출구에 브러시를 설치했습니다. 브러시가 접착제를 탱크 안으로 끌어들이는 문제를 해결하기 위해, 탱크에 접착제가 있을 때만 브러시가 내려가고 탱크가 없을 때는 올라가도록 실린더를 제어하는 유도 스위치를 설치했습니다. 따라서 접착제가 탱크 안으로 들어가는 것을 방지할 수 있습니다.
4. 용접기 디버깅의 편의를 위해 에어 실린더를 설치하여 전체 이송 및 외부 코팅 부품을 위쪽 및 뒤쪽으로 들어 올릴 수 있도록 함으로써, 상향 흡입 이송 방식의 용접기 디버깅이 불편하다는 단점을 해결했습니다.
5. 외측 코팅 벨트 고무 휠과 롤러의 양쪽에 세척판이 설치되어 있어 접착제가 코팅 휠 측면을 오염시키지 않고 코팅 휠의 청결을 유지합니다.
6. 당사는 고객 요구사항에 따라 외부 스프레이 도장 방식을 적용할 수 있으나, 외부 코팅은 반드시 하부 이송 방식이어야 합니다 (용접기와의 연결은 상부 이송 방식). 내부 코팅이 포함된 보수 코팅기와 용접기의 이송 시에는 용접 이음매 양쪽에 벨트를 설치하여 캔 본체의 용접 이음매가 일정한 높이와 선을 유지하도록 안정적으로 유지해야 합니다.
기술적 매개변수
| 모델 | GNWT-286S | GNWT-180S |
| 롤러 속도 | 5-30m/분 | |
| 칠 너비 | 10-20mm | 8-15mm |
| 캔 직경 크기 | 200-400mm | 52-180mm |
| 코팅 종류 | 롤러 코팅 | |
| 현재 부하 | 0.5KW | |
| 분말 공급 | 220볼트 | |
| 공기 소모량 | 0.6Mpa 20L/min | |
| 기계 측정 | 2100*720*1520 | |
| 무게 | 300kg | |
이 외부 롤러 코팅 장비에 대한 기술 사양서